Medidas efectivas para solucionar la transferencia de revestimiento de aluminio.
La forma correcta de resolver la transferencia del revestimiento de aluminio: garantizar la adhesión calificada entre el revestimiento de aluminio y el sustrato y reducir la tensión entre cada capa de laminación.
Solución | Operación |
Garantizar la adhesión cualificada entre el revestimiento de aluminio y el sustrato. | Pruebe la adhesión del revestimiento de aluminio: utilice cinta 3M y sellado térmico EAA para la prueba previa al uso |
Reducir la tensión entre cada capa de laminación. | |
Controlar la tensión adecuadamente | |
Utilice el adhesivo correctamente |
(1) Asegure la adhesión calificada entre el recubrimiento de aluminio y la película base.
Elegir el revestimiento de aluminio con mejor adherencia es una medida eficaz para solucionar el problema del revestimiento de aluminio.
En la producción real, se seleccionará la película metalizada mejorada para resolver la severa transferencia del recubrimiento de aluminio. Por ejemplo, cuando se produce una película VMPET mejorada, se utiliza una película de PET con tratamiento de recubrimiento químico como película base para mejorar la adhesión de la capa de recubrimiento de aluminio. Pero en este caso el coste es mucho mayor. Entonces, para el embalaje general, primero debemos verificar si la calidad de la película metalizada que compramos es calificada y cumple con los estándares.
(2) Para reducir la tensión entre capas de los laminados,Se sugiere mejorar desde los siguientes dos aspectos:
① Iestrés interno generado por ellaminadotensión
Controle la tensión del laminado: evite el estrés mecánico causado por el desajuste de tensión ejercido sobre dos sustratos al laminar. Si la película laminada es"rizado"Es un método directo para determinar si la tensión laminada coincide. Es decir, colocar la muestra laminada sin curar on la mesa para corte transversal. Si la película laminada se curva en cualquier dirección, indica que la tensión en esta dirección es grande y hay una"estres mecanico"en la laminación.
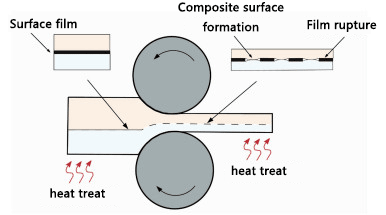
Preste atención a la tasa de contracción en caliente de la propia película laminada:
En el proceso de tratamiento térmico posterior, diferentes películas base generarán diferentes tasas de contracción bajo las condiciones de temperatura de tratamiento correspondientes, lo que provocará estrés por contracción térmica.
Hay dos formas de probar la tasa de contracción térmica de una película laminada:
• Condiciones de prueba de calor seco: coloque la película en condiciones de calor seco a150~200℃ y guárdelo a temperatura constante durante 5 minutos, luego pruebe y compare los cambios de contracción antes y después.
• Condiciones de prueba de agua caliente: ponga la película en agua caliente a100℃ durante 5 minutos y luego sácalo. Pruebe y compare los cambios de contracción antes y después.
Por lo tanto, reducir la rugosidad (estrés mecánico y estrés térmico) de la película laminada después de ponerla en la máquina o curarla puede reducir efectivamente la transferencia del recubrimiento de aluminio causada por la tensión entre las películas.
② Fuerza de adherencia y pelado
Generalmentepuede mejorarde los siguientes tres aspectos:
a. Elija el modelo de pegamento con coloide suave y excelente rendimiento. a rEducir la tensión mecánica sobre el aluminio.revestimiento capa;
b. Temperatura de curado más baja: mejora eficazmente el índice de contracción de los materiales laminados y reduce la tensión en la capa de revestimiento de aluminio;
C. Cómo utilizar el adhesivo correctamente:
• Elija adhesivos con la flexibilidad y extensibilidad adecuadas.
• Adopte los dospaquete de pegamento Proporción: cuando se prepara el pegamento,reducir elcantidad de agente de curado apropiadamente, de modo que se reduzca la reacción de reticulación del agente principal y el agente de curado. también, dando lugar a una reducción dela fragilidady el estrésen ellaminado película.
• Asegure la uniformidad del recubrimiento y la cantidad de pegamento: mantener la mínima cantidad de pegamento, uniformarlo sobre la película base, evitar generar manchas blancas y burbujas cuando se introduce en la máquina, para reducir la tensión en la película laminada.
• Proceso de recubrimiento y pegado de aluminio: Especialmente cuando no hay solvente, utilizar el aluminio apropiadorevestimiento y proceso de pegado para mejorar la uniformidad del recubrimiento de pegamento y reducir el riesgo de manchas blancas.
• Proceso de curado: Se puede utilizar el curado a baja temperatura para reducir la influencia de la tensión interna excesiva causada por la contracción de la película interna a alta temperatura.